彎頭

| 項目名稱 | 排產編號 | 2015021240 | ||
| 序號 | 工序名稱 | 工序說明 | 附注 | |
| 1 | 材料復檢 | 依據相關標準進行原材料復檢 |
 |
|
| 2 | 領料 | 按任務單核對材料、領料 | ||
| 3 | 劃線下料 | 根據產品規格計算下料尺寸,并做好標記移植,熔渣清理。 | ||
| 4 | 檢驗 | 按技術要求對下料幾何尺寸、標記移植、表面質量進行確認 | ||
| 5 |
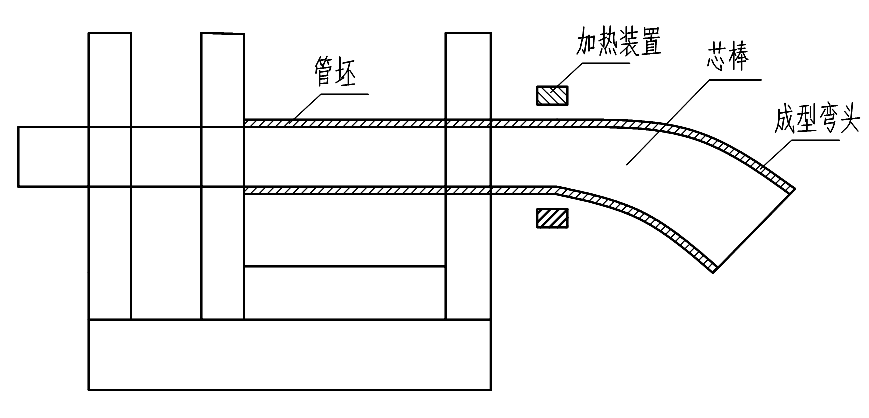
推制 成型 |
推制溫度:900-950 ℃;推進速度:150-200mm/min首件必須經檢驗合格后,方可成批生產。加工過程中要嚴格控制加熱溫度。保證工件本體的基準中心面,內、外弧及周長要求的尺寸范圍。 | ||
| 6 | 整形 |
1.按SH/T3408要求,校正端部口徑 2.檢查外形尺寸,高度應符合 SH/T3408規定要求;修磨內外壁面,光滑平整。 3.表面不得有凹坑、劃痕、拉傷、裂紋、起皮等缺陷; |
||
| 7 | 熱處理 | 熱處理方式:詳見<<管件熱處理工藝卡>> | ||
| 8 | 坡口 | 壓片移至切割平臺,割槍固定旋轉支架上,同時旋轉支架找正。切割成形板片至要求尺寸,修磨坡口、清楚。 | ||
| 9 | 無損檢測 | 1.100%MT,執行 JB/T4730-2005; | ||
| 10 | 檢驗 | 按 SH/T3408對下料幾何尺寸、標記移植、硬度、表面質量進行確認 | ||
| 11 | 標識 | 在顯見部位噴涂標識,要求字跡清晰、牢固。內容包括:廠標、材質、規格、制造標準等。 | ||
| 12 | 終檢 | 表面處理是否合格。標識內容是否完整及標識與產品是否相符 | ||
| 13 | 成品入庫 | 根據需要進行保護。 | ||