技術支持
堆焊耐磨管道技術要求
更新時間??2021-11-01 07:21 閱讀
執行標準:DL/T680-2015
焊 絲 類 別:明弧自保護型
適 用 場 合:強磨粒磨損
適用加工 形 式:等離子切割、打磨。
堆焊金屬硬度值:不低于HRC55
堆焊金屬管道主要化學成分平均值(Wt%)
(備注:一般情況下,金相組織不作為產品的驗收依據。如果需方對金相組織有特殊要求,則由供需雙方協商決定。)
1、堆焊耐磨管道所用基體鋼管材料,根據工作壓力的大小、應選用合適工況環境要求且保證安全運行的焊接鋼管或無縫鋼管,其性能應符合GB/T3091、GB/T8163或SY/T5037的要求。
2、堆焊耐磨管道的尺寸偏差應符合產品圖紙和訂貨合同的要求。無特殊要求的金屬耐磨尺寸偏差應符合GB/T6414 CT11級的規定。
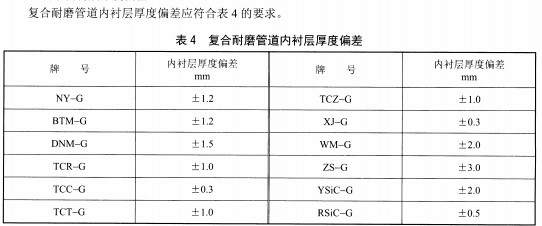
3、內襯厚度偏差
焊 絲 類 別:明弧自保護型
適 用 場 合:強磨粒磨損
適用加工 形 式:等離子切割、打磨。
堆焊金屬硬度值:不低于HRC55
堆焊金屬管道主要化學成分平均值(Wt%)
| C (碳) | Si(硅) | Mn(錳) | Cr(鉻) | Mo(鉬) | Nb(鈮) | Zr(鋯) |
| >2.0 | <2.5 | >0.3 | >10 | + | + | <2.0 |
1、堆焊耐磨管道所用基體鋼管材料,根據工作壓力的大小、應選用合適工況環境要求且保證安全運行的焊接鋼管或無縫鋼管,其性能應符合GB/T3091、GB/T8163或SY/T5037的要求。
2、堆焊耐磨管道的尺寸偏差應符合產品圖紙和訂貨合同的要求。無特殊要求的金屬耐磨尺寸偏差應符合GB/T6414 CT11級的規定。
3、內襯厚度偏差

