常見問題
井蓋鑄造缺陷方法
更新時間??2021-12-05 07:52 閱讀
球化鐵水的選擇
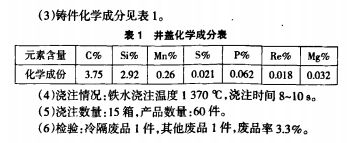
①球化鐵水在成分上要選擇共晶當量的鐵水,由于球化劑的加入,碳當量應在4.6%-4.7%為好。
②由于球化劑的加入增加了鐵液的樹枝狀結晶傾向和表面張力,因此,殘余稀土鎂的量要盡可能低121,通常殘余稀土含量RE<0.02%,0.03%<Mg<0.04%。
③孕育處理要到位,防止自由慘碳體的出現,通常Fe3C<3%。
④球鐵井蓋是薄壁件,而且是潮模鑄造,終硅含量應偏高,應控制在2.6%<Si<3.0%。
⑤球墨鑄鐵中,不允許有超過通用標準的微量元素,這一點也特別重要。
澆注溫度對冷隔的防治起決定性的作用,溫度越高,鐵液冷 卻凝固時間越長,但盲目提高澆注溫度會給鑄件帶來粘砂、縮孔、 變形等鑄造缺陷,通常球墨鑄鐵井蓋的澆注溫度在1 350— 1 400℃為宜。
球鐵井蓋結構的設計盡量做到皮厚、壁厚適中,小件不小于 4—6 mTTl,大件不小于6~8 nlnl。而且在符合力學性能的前提下,盡 量做到承力筋少、間距均勻、過渡平緩、留適中的鑄造圓角、不留 尖角、結構簡單明了、芯子少,這些都是減少鑄件冷隔和其他缺 陷的有效方法。
鑄型鬣熱系數低、導熱能力強、緊實度大、不加冷鐵,都有利 于鐵水保溫。使用涂料能改善摩擦條件,降低流動阻力,但潮模 通常在鑄型表面撒石墨粉,這方面的作用不大。適當降低型砂中 的含水量和發氣物質的含量,減少型砂發氣量。在滿足強度要求下,砂箱高度要盡量低。鑄型上扎出氣眼,或在適當的地方留出 氣冒口,以提高鑄型的整體透氣能力,減小鑄型中氣體的反壓 力,都有利于鐵水充型,減少冷隔缺陷。
澆注系統的開設對鐵水充型的影響也是十分明顯的。直澆 道要有足夠的高度,如砂箱高度不夠,可加澆口杯來補足,以保 證整個澆注系統有足夠的靜壓力。內澆道是控制金屬液流動速 度的關鍵組元,通常應開得偏大點,但是開得過大,充型過快,不 利于各注入口的乎穩分配。再者,內澆道的開設位置應保證鐵水 充型均勻、澆注路程短、最后充型部位壁厚不薄等,因此內澆道 的開設應數量均勻、面積適中。出氣冒IZl是防止型腔形成反壓力 的有效組元,出氣冒口通常留在鐵水最后充型部位。澆注系統的 開設要考慮整個鑄型的充型速度,總的來講是快點好,有利于鐵 水保溫。但是充型速度過快,易形成鐵水的飛濺、噴射現象,使金 屬氧化和產生鐵豆缺陷,使型腔氣體來不及排出、反壓力增加。 反而造成“澆不到”或“冷隔”缺陷。澆注系統的開設應考慮鐵水 流動的平穩和均勻。尤其對于一型數個鑄件,充型不勻就可能會 使某個部位或某個鑄件斷流,從而形成冷隔,因此,應選用封閉 式的澆注系統。
在保證澆注鐵水成份和溫度合格的情況之下,澆注方法也 是極其重要的環節。首先,要使鐵水快速充滿澆口杯,然后一直 保持澆口杯處于充滿狀態,保證整個澆注系統不斷流,這一點至 關重要。再者,對于一些特殊的鑄件還要進行二次補澆。
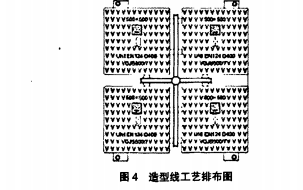
(1)鑄造手段:采用z110造型機線生產,鑄型強度16N/cmz, 透氣性90。 (2)造型工藝:砂箱高度140,一型澆4件。每個鑄件都有獨 立的排氣冒口,采用閉式澆注系統,工藝排布見圖4。
冷隔是球墨鑄鐵井蓋生產的第一“殺手”。但是,如果認識到面(下層線棒側),而該線棒槽楔存在松動現象,見圖5。因為定子 線圈是整體結構,真空壓力浸漆。現場無法修復。為了徹底消除 隱患,確保今后長期安全運行.將ll循環水泵電機和12凝結水 泵電機返廠修理,更換定子繞組。
(1)雖然磁性槽楔能起到一定的節能降耗的作用.也是電機 制造的趨勢。但是從目前應用情況看,存在磁性槽楔脫落造成定 子線棒絕緣損壞的重大隱患。所以,為保證機組的安全可靠運 行、消除重要輔機存在的設備隱患,應利用機組檢修機會,檢查 該類型電機槽楔是否松動、脫落,如果發現槽楔松動、脫落,應將 其更換為非磁性槽楔。
(2)嚴格執行檢修預試規程和檢修周期,槍奩所有電機絕緣 狀況。如發現問題,應及時進行有針對性的處理,防止類似故障 的重復發生。
(3)電動機冷態、熱態啟動時間間隔和次數嚴格按運行規程 執行,避免電動機頻繁啟動。
(4)加強設備巡檢,執行點檢制度。發現電機振動、溫度及聲 音異常時。及時分析,采取相應措施予以消除。
(5)加強設備制造或修理過程中的監造,避免在制造或修理 過程中發生因材質、工藝不良等造成的先大性設備隱患。
①球化鐵水在成分上要選擇共晶當量的鐵水,由于球化劑的加入,碳當量應在4.6%-4.7%為好。
②由于球化劑的加入增加了鐵液的樹枝狀結晶傾向和表面張力,因此,殘余稀土鎂的量要盡可能低121,通常殘余稀土含量RE<0.02%,0.03%<Mg<0.04%。
③孕育處理要到位,防止自由慘碳體的出現,通常Fe3C<3%。
④球鐵井蓋是薄壁件,而且是潮模鑄造,終硅含量應偏高,應控制在2.6%<Si<3.0%。
⑤球墨鑄鐵中,不允許有超過通用標準的微量元素,這一點也特別重要。
澆注溫度對冷隔的防治起決定性的作用,溫度越高,鐵液冷 卻凝固時間越長,但盲目提高澆注溫度會給鑄件帶來粘砂、縮孔、 變形等鑄造缺陷,通常球墨鑄鐵井蓋的澆注溫度在1 350— 1 400℃為宜。
球鐵井蓋結構的設計盡量做到皮厚、壁厚適中,小件不小于 4—6 mTTl,大件不小于6~8 nlnl。而且在符合力學性能的前提下,盡 量做到承力筋少、間距均勻、過渡平緩、留適中的鑄造圓角、不留 尖角、結構簡單明了、芯子少,這些都是減少鑄件冷隔和其他缺 陷的有效方法。
鑄型鬣熱系數低、導熱能力強、緊實度大、不加冷鐵,都有利 于鐵水保溫。使用涂料能改善摩擦條件,降低流動阻力,但潮模 通常在鑄型表面撒石墨粉,這方面的作用不大。適當降低型砂中 的含水量和發氣物質的含量,減少型砂發氣量。在滿足強度要求下,砂箱高度要盡量低。鑄型上扎出氣眼,或在適當的地方留出 氣冒口,以提高鑄型的整體透氣能力,減小鑄型中氣體的反壓 力,都有利于鐵水充型,減少冷隔缺陷。
澆注系統的開設對鐵水充型的影響也是十分明顯的。直澆 道要有足夠的高度,如砂箱高度不夠,可加澆口杯來補足,以保 證整個澆注系統有足夠的靜壓力。內澆道是控制金屬液流動速 度的關鍵組元,通常應開得偏大點,但是開得過大,充型過快,不 利于各注入口的乎穩分配。再者,內澆道的開設位置應保證鐵水 充型均勻、澆注路程短、最后充型部位壁厚不薄等,因此內澆道 的開設應數量均勻、面積適中。出氣冒IZl是防止型腔形成反壓力 的有效組元,出氣冒口通常留在鐵水最后充型部位。澆注系統的 開設要考慮整個鑄型的充型速度,總的來講是快點好,有利于鐵 水保溫。但是充型速度過快,易形成鐵水的飛濺、噴射現象,使金 屬氧化和產生鐵豆缺陷,使型腔氣體來不及排出、反壓力增加。 反而造成“澆不到”或“冷隔”缺陷。澆注系統的開設應考慮鐵水 流動的平穩和均勻。尤其對于一型數個鑄件,充型不勻就可能會 使某個部位或某個鑄件斷流,從而形成冷隔,因此,應選用封閉 式的澆注系統。
在保證澆注鐵水成份和溫度合格的情況之下,澆注方法也 是極其重要的環節。首先,要使鐵水快速充滿澆口杯,然后一直 保持澆口杯處于充滿狀態,保證整個澆注系統不斷流,這一點至 關重要。再者,對于一些特殊的鑄件還要進行二次補澆。
(1)鑄造手段:采用z110造型機線生產,鑄型強度16N/cmz, 透氣性90。 (2)造型工藝:砂箱高度140,一型澆4件。每個鑄件都有獨 立的排氣冒口,采用閉式澆注系統,工藝排布見圖4。
冷隔是球墨鑄鐵井蓋生產的第一“殺手”。但是,如果認識到面(下層線棒側),而該線棒槽楔存在松動現象,見圖5。因為定子 線圈是整體結構,真空壓力浸漆。現場無法修復。為了徹底消除 隱患,確保今后長期安全運行.將ll循環水泵電機和12凝結水 泵電機返廠修理,更換定子繞組。
(1)雖然磁性槽楔能起到一定的節能降耗的作用.也是電機 制造的趨勢。但是從目前應用情況看,存在磁性槽楔脫落造成定 子線棒絕緣損壞的重大隱患。所以,為保證機組的安全可靠運 行、消除重要輔機存在的設備隱患,應利用機組檢修機會,檢查 該類型電機槽楔是否松動、脫落,如果發現槽楔松動、脫落,應將 其更換為非磁性槽楔。
(2)嚴格執行檢修預試規程和檢修周期,槍奩所有電機絕緣 狀況。如發現問題,應及時進行有針對性的處理,防止類似故障 的重復發生。
(3)電動機冷態、熱態啟動時間間隔和次數嚴格按運行規程 執行,避免電動機頻繁啟動。
(4)加強設備巡檢,執行點檢制度。發現電機振動、溫度及聲 音異常時。及時分析,采取相應措施予以消除。
(5)加強設備制造或修理過程中的監造,避免在制造或修理 過程中發生因材質、工藝不良等造成的先大性設備隱患。
- 上一篇:河北滄州井蓋的生產鑄造廠家
- 下一篇:球墨鑄鐵井蓋的冷隔及其防治措施

